

Если вы когда-нибудь видели, как собирают двигатель для тяжелого трактора или проверяют зубчатое колесо для промышленной турбины, вы наверняка замечали: это не просто сборка. Это почти хирургическая точность. Каждый болт, каждый шпилька, каждая деталь проходят через десятки проверок - и не просто потому, что «так надо». Это вопрос выживания. В машиностроении одна микроскопическая ошибка - и целый завод может остановиться. Или, что хуже, - погибнут люди.
Что такое проверка качества в машиностроении?
Проверка качества в машиностроении - это не просто «посмотрел и убедился, что все ок». Это систематический, измеримый, документированный процесс, который гарантирует, что каждая деталь соответствует строгим техническим требованиям. Это не философия. Это набор конкретных действий: измерения, испытания, визуальный осмотр, контроль геометрии, проверка материалов, анализ напряжений.
Представьте, что вы делаете деталь для тормозной системы грузовика. Допустим, толщина стенки должна быть 4,2 мм ±0,05 мм. Если она 4,3 мм - деталь может не встать на место. Если 4,1 мм - она треснет под нагрузкой. Проверка качества - это не про «надеюсь, всё нормально». Это про то, чтобы каждая деталь была измерена, зафиксирована и подтверждена. Без исключений.
Почему проверка качества - это не роскошь, а необходимость?
В машиностроении нет места для «почти». В отличие от производства пластиковых игрушек, где одна деталь сломалась - это просто возврат. Здесь речь идет о тысячах тонн, о скорости в 100 км/ч, о давлении в 200 атмосфер. Один бракованный подшипник в турбине аэросаней может вызвать аварию. Один неправильно сваренный шов в резервуаре для сжиженного газа - катастрофу.
История знает много таких случаев. В 2021 году на одном из заводов в Татарстане остановили линию по производству компрессоров - из-за того, что 12% деталей не прошли контроль по твердости. Потеряли 3 месяца производства. Убытки - более 200 миллионов рублей. Это не «неудача». Это результат отсутствия жесткого контроля.
Проверка качества - это не расходы. Это инвестиции. В безопасность. В репутацию. В стабильность. В то, что ваш клиент не уйдет к конкуренту, потому что у него не развалилась машина через три месяца после покупки.
Как проходит проверка качества: основные этапы
Это не один этап. Это цепочка. Каждый этап - свой инструмент, своя задача, своя ответственность.
- Контроль сырья. Даже если вы идеально обработаете деталь, но взяли сталь с неправильным составом - всё напрасно. Проверяют химический состав с помощью спектрометра, твердость - по Бринеллю или Роквеллу, структуру - микроскопом.
- Контроль на этапе обработки. На токарном станке, фрезерном, в сварочной зоне. Здесь используются измерительные инструменты: микрометры, индикаторы, лазерные сканеры. Даже смещение на 0,02 мм - это уже отклонение.
- Финальный контроль. После сборки. Здесь проверяют: герметичность, балансировку, работу под нагрузкой, вибрации, температуру, шум. Для тяжелой техники - это испытания в условиях, приближенных к реальным: температура от -40°C до +60°C, вибрация, влажность.
- Документирование. Каждый замер, каждый тест, каждый результат - фиксируется в электронной системе. Нет бумажных журналов. Только цифровые отчеты с цифровой подписью оператора и инженера.
Эти этапы не идут друг за другом случайно. Они строго регламентированы. В каждом российском заводе, который работает по ГОСТ 15467-79 или ISO 9001, есть документ - «Технологическая карта контроля качества». В ней прописано: что, как, когда и кем проверяется. Это не предложение. Это закон.
Что проверяют в первую очередь?
Не все детали одинаково важны. Есть критические, есть второстепенные. И проверка начинается с критических.
- Геометрия. Размеры, форма, расположение поверхностей. Для шестерен - профиль зуба. Для валов - цилиндричность. Для корпусов - параллельность.
- Механические свойства. Твердость, прочность, ударная вязкость. Особенно важно для деталей, работающих под нагрузкой: шатуны, коленчатые валы, редукторные шестерни.
- Поверхностная обработка. Шероховатость, наличие трещин, вкраплений, окислов. Даже микроскопическая трещина - это будущая точка разрушения.
- Сварные швы. Проверяют ультразвуком, рентгеном, магнитопорошковым методом. В 80% случаев аварий на оборудовании - причина в сварке.
- Коррозионная стойкость. Особенно для деталей, работающих на открытом воздухе, в агрессивной среде. Проверяют методом солевого тумана - 96 часов в камере с солевым раствором. Если появилась ржавчина - деталь брак.
Какие стандарты используются в России?
В машиностроении нет «по-хорошему». Есть только стандарты. И они строгие.
- ГОСТ 15467-79 - основной стандарт на контроль качества в машиностроении. Описывает методы испытаний, инструменты, требования к документации.
- ГОСТ Р ИСО 9001 - российская версия международного стандарта на системы менеджмента качества. Без него завод не получит сертификат для экспорта.
- ГОСТ 27506-87 - контроль сварных соединений.
- ГОСТ 14249-89 - методы контроля неразрушающими способами (ультразвук, магнитопорошок, радиография).
Если завод говорит: «у нас всё по ГОСТу», - это не просто слова. Это значит: у него есть сертифицированные методики, обученный персонал, калиброванные приборы и журналы с подписями. Без этого - он не может работать на крупных заказах. Ни на ТЭЦ, ни на нефтепроводах, ни на военной технике.
Что происходит, если проверку качества игнорировать?
В 2023 году на заводе в Самаре, где я живу, произошел случай. Сборочная линия по производству насосов для нефтепереработки начала выпускать детали без проверки на балансировку. Сотрудник, ответственный за контроль, ушел в отпуск, и его заменили временно. Никто не проверил документы. Через 2 недели - три насоса вышли из строя на нефтеперерабатывающем заводе в Башкирии. Утечка, пожар, остановка производства на 17 дней. Убытки - 450 миллионов рублей. И два человека - с травмами.
Это не выдумка. Это реальный случай. И он не единственный. Всего в 2024 году в России зафиксировали 87 аварий, связанных с браком в машиностроении. 62% из них - из-за отсутствия контроля на этапе производства.
Проверка качества - это не про «дополнительную работу». Это про то, чтобы не потерять завод, не потерять людей, не потерять доверие.

Какие инструменты используют?
Это не просто штангенциркуль и микрометр. Современное машиностроение использует цифровые технологии.
- Лазерные сканеры. За секунду создают 3D-модель детали и сравнивают с CAD-моделью. Погрешность - до 0,001 мм.
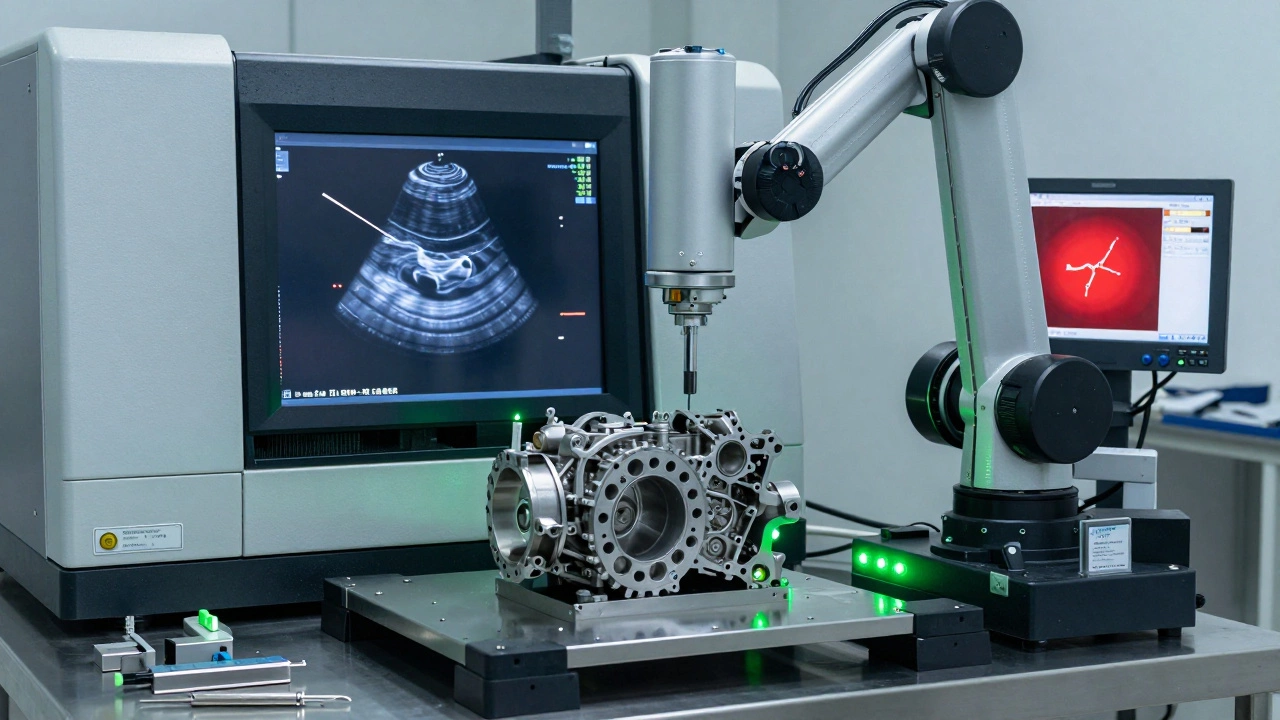
- Координатно-измерительные машины (КИМ). Промышленные роботы с сенсорами, которые измеряют тысячи точек на детали. Используются для сложных корпусов и турбин.
- Ультразвуковые дефектоскопы. Проверяют сварные швы, толщину стенок, внутренние трещины - без разборки.
- Магнитопорошковый контроль. Для ферромагнитных материалов. Порошок собирается на дефектах - как магнит на железе.
- Программные системы контроля качества (QMS). Всё: от замеров до отчетов - в одной системе. Каждый замер - с привязкой к партии, оператору, дате, времени.
На крупных заводах в Самаре, Казани, Екатеринбурге уже 80% контроля - автоматизировано. Оператор только смотрит на экран. Машина сама говорит: «Деталь 2045-78 - отклонение по размеру. Брак».
Какие ошибки чаще всего допускают?
Несмотря на технологии, ошибки остаются. И они однотипные.
- Нет калибровки приборов. Измерительный инструмент не проверяли полгода. Показывает +0,03 мм. Все детали - с ошибкой.
- Переход на «самый дешевый» контроль. Вместо ультразвукового - просто визуальный осмотр. Результат - трещины не видны, пока не ломается.
- Отсутствие обучения персонала. Оператор не знает, как правильно провести замер. Делает «на глаз».
- Игнорирование документации. «Мы всегда так делали». Но ГОСТ изменился в 2022 году. А у них - старый протокол.
Эти ошибки не про «плохие люди». Они про систему. Про то, что контроль качества - это не обязанность одного человека. Это культура. Каждый на своем месте должен понимать: его работа - не просто «сделать», а «сделать правильно».
Проверка качества - это про будущее
Сегодня машиностроение - это не только металл, сварка и шестеренки. Это данные. Это алгоритмы. Это предиктивный контроль. Уже сейчас на заводах используют искусственный интеллект: он анализирует историю брака, предсказывает, где будет следующий дефект, и автоматически настраивает станок.
Завод, который не внедряет цифровой контроль качества, уже отстает. Он не сможет конкурировать с теми, кто знает, что каждая деталь - это не просто изделие, а часть надежной системы. И система, которая работает без сбоев - это не волшебство. Это проверка качества. Постоянная. Жесткая. Неукоснительная.
Если вы работаете в машиностроении - вы не просто производите детали. Вы обеспечиваете безопасность. Вы делаете то, что не видят. Но что каждый пользователь чувствует - когда машина работает, а не ломается.
Чем проверка качества в машиностроении отличается от проверки в легкой промышленности?
В легкой промышленности - например, в производстве одежды или игрушек - допуски могут быть больше, а последствия брака - минимальны. В машиностроении один миллиметр отклонения может привести к аварии, потере жизни или миллиардным убыткам. Здесь нет места «почти». Каждая деталь должна соответствовать строгим техническим требованиям, измеренным до микрона. Контроль здесь - не про внешний вид, а про физические свойства: прочность, герметичность, структура материала, усталостная выносливость.
Можно ли обойтись без проверки качества, если детали выглядят нормально?
Нет. Внешний вид - это только 10% картины. Внутри детали могут быть микротрещины, неправильная структура металла, внутренние напряжения. Даже если деталь выглядит идеально, она может сломаться под нагрузкой через неделю. Например, сварной шов может выглядеть гладким, но внутри иметь поры - и при высоком давлении он треснет. Только инструментальный контроль показывает, что внутри. Визуальный осмотр - это только первый шаг, а не замена полноценной проверки.
Как часто нужно калибровать измерительные приборы в машиностроении?
Согласно ГОСТ 8.002-2011, приборы, используемые в машиностроении, должны калиброваться не реже одного раза в 6-12 месяцев, в зависимости от типа инструмента и условий эксплуатации. Приборы, которые работают в условиях вибрации, высокой температуры или агрессивной среды - калибруют каждые 3-6 месяцев. Некалиброванный прибор - это не просто неточность. Это риск брака, аварии и финансовых потерь. Каждый завод обязан вести журнал калибровки - и хранить его не менее 5 лет.
Что делать, если обнаружили брак, но уже отгрузили детали?
Сразу же начинается процедура отзыва. Завод обязан уведомить заказчика, проанализировать, почему брак произошел, и предоставить отчет. Затем - заменить все подозрительные детали за свой счет. Если брак затронул критические узлы, то могут быть приостановлены поставки до устранения причины. Важно: не скрывать. Сокрытие брака - это нарушение ГОСТ и может привести к лишению лицензии. Честность здесь - не мораль, а закон.
Какие профессии связаны с проверкой качества в машиностроении?
Это не одна профессия, а целая цепочка: контролер-испытатель, инженер по качеству, технолог контроля, оператор КИМ (координатно-измерительной машины), специалист по неразрушающему контролю (ультразвук, магнитопорошок), системный аналитик QMS. Все они проходят специальную подготовку, аттестацию и имеют допуск к работе. Без сертификата - работать нельзя. Это как у авиаторов: если ты не прошел проверку - ты не летаешь. В машиностроении - ты не проверяешь.